
Pri purigi la tubon de PTFE 3D presilo
Grandkapacita serio
Eroj en la gorĝo de PTFE 3D presilo malhelpos la glatan movadon de la filamento.Purigu la tubon de3D presilo ptfe tuboalmenaŭ unufoje monate, aŭ post renkonto de filamentaj muelantaj problemoj.Por purigi la tubon de PTFE 3D-presilo, ĝi devas esti forigita de la presilo.
Forigu la filamenton unue kaj legu kiel funkcii en la gvidilo pri "forigado de filamento".
Movu la presilon al la konserva pozicio kaj mallevu la presan kapon.
Premu makroo > prizorgado
Vi ankaŭ povas uzi PTFE por lubriki inter la magneto kaj la pilko.
Forigu la bluan klipon de la presa kapo (se ekzistas)
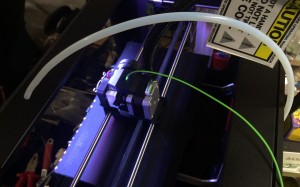
Premu la nigran ringon malsupren per viaj fingroj, kaj tiam tiru la tubon supren for de la presanto.
Premu la nigran ringon sur la nutrilo / extruder-motoro kaj eltiru la tubon.
Tranĉu malgrandan spongon aŭ envolvu ŝtofon en ĝi.Enmetu ĝin en la manĝan finon de la tubo de PTFE 3D presilo kaj puŝu ĝin tra la tubo kun la longo de la filamento.Remetu la provtubon en la presilon kaj observu la ĝustan flankon de la provtubo ĉe la ĝusta pozicio de la presilo / presaĵkapo.(la presaĵkapflanko de la tubo estas iomete ĉanflankita ekstere)
Skribtabla serio
La eroj en la tubo de PTFE 3D presilo malhelpos la glatan movadon de la filamento.Purigu la Bourdon-tubon almenaŭ unufoje monate, aŭ post renkonti problemojn pri filamenta muelado.Por purigi la tubon de PTFE 3D-presilo, ĝi devas esti forigita de la presilo.
Forigu la filamenton unue kaj legu kiel funkcii en la gvidilo "forigi filamenton".
Movu la presilon al la konserva pozicio kaj mallevu la presan kapon.
Premu makroo > prizorgado
Forigu la bluan klipon de la presa kapo (se ekzistas)
Premu la nigran ringon malsupren per viaj fingroj, kaj tiam tiru la tubon supren for de la presanto
Premu la nigran ringon sur la nutrilo / extruder-motoro kaj eltiru la tubon.
Tranĉu malgrandan spongon aŭ envolvu ŝtofon en ĝi.Enmetu ĝin en la manĝan finon de la tubo de PTFE 3D presilo kaj puŝu ĝin tra la tubo kun la longo de la filamento.Remetu la provtubon en la presilon kaj observu la ĝustan flankon de la provtubo ĉe la ĝusta pozicio de la presilo / presaĵkapo.(la presaĵkapflanko de la tubo estas iomete ĉanflankita ekstere)
Pro Serio T850P nur
La eroj en la tubo de PTFE 3D presilo malhelpos la glatan movadon de la filamento.Purigu la tubon de PTFE 3D-presilo almenaŭ unufoje monate, aŭ post renkonti problemojn pri filamenta muelado.Por purigi la tubon de PTFE 3D-presilo, ĝi devas esti forigita de la presilo.
Por malŝarĝi la filamenton, legu kiel malŝarĝi la filamenton en la unua filamentogvidilo
Movu la presilon al la konserva pozicio kaj mallevu la presan kapon.
Premu makroo > prizorgado
Forigu la bluan klipon de la presa kapo (se ekzistas)
Premu la nigran ringon malsupren per viaj fingroj, kaj tiam tiru la tubon supren for de la presanto.
Forigu la antaŭan aeran disvastigpanelon alklakante la klipoj ekstere.
Premu la nigran ringon sur la nutrilo / extruder-motoro kaj eltiru la tubon.
Tranĉu malgrandan spongon aŭ envolvu ŝtofon en ĝi.Enmetu ĝin en la manĝan finon de la tubo de PTFE 3D presilo kaj puŝu ĝin tra la tubo kun la longo de la filamento.Remetu la provtubon en la presilon kaj observu la ĝustan flankon de la provtubo de PTFE ĉe la ĝusta pozicio de la presilo / presaĵkapo.(La presita kapflanko de la tubo estas iomete ĉanflankita ekstere
Purigu la presan kapon kaj ajuton PTFE 3D presilo gorĝo.
3D-printiloj fandas kaj eltrudas centojn da kilogramoj da materialo dum sia vivdaŭro.La tuta materialo elpremos el la ajuto kaj ŝpruciĝos
La diametro de la buŝo estas tre malgranda, kiel grajno de sablo.Post longa tempo, neeviteble estos iuj problemoj, rezultigante la extrusion ne estas glata.kaŭzo
Estas multaj kialoj por blokado de cigaredingo, kutime pro la amasiĝo de restaĵo en la materialo dum la presa procezo, aŭ la ekspansio de la materialo en la dukto.
Ĉiuj ĉi tiuj faktoroj influas la glatan eltruadon de materialoj.
Paŝo 1: premu la feed permane
La unua afero farenda estas altigi la temperaturon de la presilo, malfermi la 3D-presilan kontrolpanelon kaj varmigi la ajuton al la temperaturo, kiu povas fandi la konsumeblajn konsumaĵojn, kutime 230 gradojn.Poste, alklaku "paŝi" kaj provu permane premi malgrandan parton de drato (kiel ekzemple 10 mm drato) en la ajuton.Kiam la extruder ekfunkcias, milde premu la draton mane en la ajuton.En multaj kazoj, ĉi tiu malsupren premo povas igi la drato glate penetri la blokitan parton.
Paŝo 2: renutrado
Paŝo 3: dragu la pipon aŭ ajuton
Se la ajuto ankoraŭ ne povas elpremi, vi eble bezonos purigi la gorĝon aŭ la ajuton.Multaj uzantoj varmigos la presan kapon unue, kaj poste uzos tre maldikan 1.5mm-heksagonan ŝlosilon (aŭ gitaran E-linion) por dragi la gorĝon aŭ ajuton.Se dragado ne funkcias, konsideru ŝanĝi tubon aŭ ajuton.Estas multaj aliaj metodoj, malsamaj ajutoj estas malsamaj, do vi ankaŭ povas konsulti la fabrikiston por akiri iujn
Sugestoj por uzo.

La video de 3D presado - Kiel forigi la PTFE-tubon
Serĉoj rilataj al ptfe-tubo




Afiŝtempo: Dec-30-2020