
近年、ポリテトラフルオロエチレン(テフロン)は、電力および石油化学産業向けの防汚・防汚製品の一種である。しかし、以下の問題には特に注意を払う必要がある。PTFEライニングホース配管は溶接されている必要があります。そうでない場合、PTFEライニングされたパイプラインの耐用年数と安全性に影響が出ます。
1. 組立治具の清掃時には、母材を損傷することは厳禁です。溶接中に母材にアークを発生させることも禁じられています。
2. すみ肉溶接のすみ肉部分では、すみ肉溶接の高さは5mm以上、突出角は3mm以上、内角は10mm以上でなければならない。
3. PTFEライニングパイプのシェルを溶接する際は、両面突合せ溶接法を採用するのが望ましい。この溶接法では、作業員の技術レベルが求められ、溶接部は平坦(滑らかまたは滑らかな移行部)で、気孔、溶接痕、スラグ混入がなく、溶接部の高さは2mmを超えないようにする必要がある。溶接後は、溶接によって生じたスパッタを完全に除去しなければならない。
4. PTFEライニングパイプの溶接には連続溶接を採用し、溶接部に亀裂や連続アンダーカットがあってはならない。関連検索:編組PTFEホース, PTFE製波形ホース
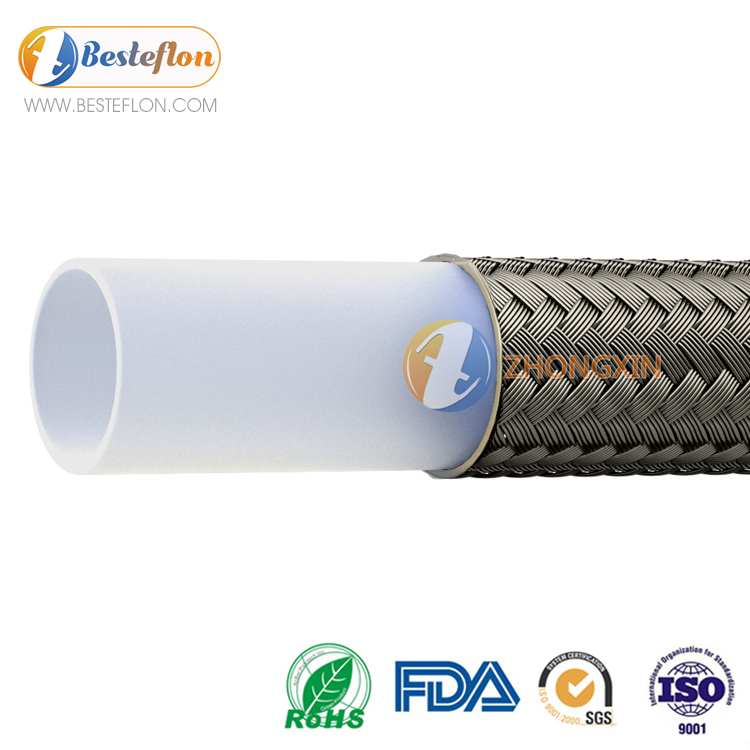
ポリテトラフルオロエチレン(PTFE)は、ポリテトラフルオロエチレンの一般的な名称の一つです。PTFEホースはステンレス鋼ホースに使用されるため、ゴムホースやステンレス鋼で覆われたゴムホースよりも耐用年数がはるかに長くなります。ゴム製品に比べて多くの利点があります。
クラスI:PTFEライニング付き直管および管継手
一般的にルースライナーパイプとして知られています。この工法では、PTFEをバー状に巻き付けて使用します。通常の圧力および正圧の輸送パイプライン(三元系廃水処理パイプラインなど)に適していますが、負荷のかかるパイプライン(ポンプの入口および出口、落下や急激な冷却によって負圧が発生する可能性のあるパイプラインなど)には使用しないでください。
直径仕様:dn25~500mm
使用温度範囲:-40~180℃
使用圧力:1.6MPa
クラスII:PTFE密閉型直管および管継手
これは一般的に、鋼線で巻かれたタイトライニングパイプとして知られています。
製造工程:まず、金型に数層のPTFEフィルムを巻き付け、次に鋼線(直径0.5~1mm)をPTFEフィルムに螺旋状に巻き付け、さらに鋼線の外側に数層のPTFE薄膜を巻き付け、最後に炉内で成形します。この工程で製造されたPTFEライニングパイプの内壁は滑らかで、外壁は鋼線の体積と弾性力により螺旋状の波状になっています。
PTFEライニングパイプの外壁と鋼管の内壁の間の空間は、樹脂(残留空気なし)で満たされます。充填樹脂は鋼管にしっかりと接着し、同時にらせん状のPTFEライナーの外壁にしっかりと巻き付けられます。充填樹脂が硬化すると、らせん状の波状構造が形成され、ライニングの外壁の波状構造と一体化します。この構造は、ナットとボルトの組み合わせに似ています。一方では、PTFEライニングの熱膨張と冷収縮を効果的に抑制・補償することができ、他方では、鋼線の剛性によってPTFEライニングの負圧耐性を大幅に向上させることができます。
直径仕様:dn25~200 mm
動作温度:-50~180℃
作動圧力:0.5~1.6MPa
3つ目のタイプ:PTFE製プッシュ(スクイーズ)パイプをストレートパイプでしっかりと内張りしたもの
一般的には押し込み(圧入)式直管として知られており、1990年代には先進国で広く使用されていた。
製造工程:まず、輸入PTFE粉末を用いてパイプを押し出し、次にシームレス鋼管(ライナーの外径は鋼管の内径より1.5~2mmわずかに大きい)に押し込んで、継ぎ目のない密着ライニングを形成します。圧力を除去するため、炉に入れて180℃で加熱し、恒温処理を施します。これにより、180℃以下の温度で使用できるようになります。同時に、パイプの軸を押し込み(圧縮)ます。
引張強度は明らかに巻管よりも優れている。このパイプラインは正圧および負圧に対して理想的な耐性を備えている。
PTFEライニングとゴムライニングの違い
テトラフルオロエチレンライニングは、フッ素の耐食性、耐高温性、耐酸性・耐アルカリ性、優れた密着性、長寿命、強力な浸透抵抗性を利用しています。テトラフルオロエチレンのスプレー塗装はハイテク作業であり、その工程フローはどのようなものですか? 1. スプレー塗装の前に、表面をサンドブラストして粗面化し、特殊プライマーの層をスプレーします。 2. 次に、フッ素樹脂粉末を高電圧静電装置で帯電させ、電界の作用によりワークピースの表面に均一に吸着させます。 3. 高温で焼付けた後、クリンカー粒子が溶けて緻密な保護層になり、ワークピースの表面にしっかりと付着します。たとえば、厚さ1mmのコーティングフィルムも、5~6回スプレーと焼付けを繰り返す必要があります。一般的に、最大厚さは2mmまでスプレーできます。PTFEライニングは現在広く使用されている技術です。フッ素の耐食性、高純度、清浄性、非粘着性、非濡れ性、自己潤滑性、耐摩耗性、耐高温・耐低温性、絶縁性などを最大限に活用し、コーティング効果を得るために電圧と電流を常に理想的な状態に調整します。ゴムライニングは、金属表面に接着剤で加工ゴム板を貼り付け、腐食性媒体を金属マトリックスから分離して保護するものです。ライニングには天然ゴムと合成ゴムが使用されます。化学装置のライニングに使用されるゴムのほとんどは天然ゴムです。天然ゴムの主成分はイソプレンのシスポリマーで、硫黄を添加して加硫されます。加硫ゴムは一定の耐熱性と機械的強度を持ちます。軟質ゴム、半硬質ゴム、硬質ゴムの3種類に分けられます。硬質ゴムは耐食性、耐老化性、金属との接着強度に優れています。軟質ゴムは耐寒性、耐熱性、耐衝撃性に優れ、一定の弾性があります。半硬質ゴムはその中間です。硬質ゴムは、強力な酸化剤や一部の溶剤に加えて、ほとんどの無機酸、有機酸、アルカリ、塩、アルコールによる腐食にも耐性があります。そのため、硬質ゴムライニングは主要な非金属系防食材として使用されています。加硫ゴムは、予備加硫ゴム、常圧温水加硫ゴム、天然加硫ゴムに分類できます。予備加硫ゴムは、大型酸洗装置に使用されています。
PTFEホースに関連する検索:


投稿日時:2020年12月10日