
Par PTFE 3D printera caurules tīrīšanu
Lielas ietilpības sērijas
Daļiņas PTFE 3D printera kaklā kavēs kvēldiega vienmērīgu kustību.Notīriet cauruli no3D printera ptfe caurulevismaz reizi mēnesī vai pēc kvēldiega slīpēšanas problēmām.Lai notīrītu PTFE 3D printera cauruli, tā ir jāizņem no printera.
Vispirms noņemiet kvēldiegu un izlasiet, kā rīkoties, "kvēldiega noņemšanas" rokasgrāmatā
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Varat arī izmantot PTFE, lai eļļotu starp magnētu un bumbu.
Noņemiet zilo klipsi no drukas galviņas (ja tāds ir)
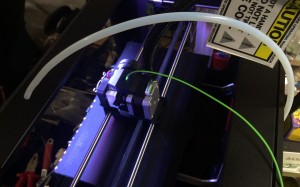
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam velciet cauruli uz augšu prom no drukas galviņas.
Nospiediet melno gredzenu uz padevēja/ekstrudera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai aptiniet tajā salveti.Ievietojiet to PTFE 3D printera caurules padeves galā un izspiediet to caur cauruli ar kvēldiega garumu.Ievietojiet mēģeni atpakaļ printerī un novērojiet mēģenes pareizo pusi pareizajā printera/drukas galviņas pozīcijā.(caurules drukas galviņas puse no ārpuses ir nedaudz noslīpēta)
Galdu sērija
PTFE 3D printera caurulē esošās daļiņas kavēs kvēldiega vienmērīgu kustību.Notīriet Bourdon cauruli vismaz reizi mēnesī vai pēc kvēldiega slīpēšanas problēmām.Lai notīrītu PTFE 3D printera cauruli, tā ir jāizņem no printera.
Vispirms noņemiet kvēldiegu un izlasiet, kā rīkoties, rokasgrāmatā “Kvēldiega noņemšana”.
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Noņemiet zilo klipsi no drukas galviņas (ja tāds ir)
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam velciet cauruli uz augšu prom no drukas galviņas
Nospiediet melno gredzenu uz padevēja/ekstrudera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai aptiniet tajā salveti.Ievietojiet to PTFE 3D printera caurules padeves galā un izspiediet to caur cauruli ar kvēldiega garumu.Ievietojiet mēģeni atpakaļ printerī un novērojiet mēģenes pareizo pusi pareizajā printera/drukas galviņas pozīcijā.(caurules drukas galviņas puse no ārpuses ir nedaudz noslīpēta)
Tikai Pro Series T850P
PTFE 3D printera caurulē esošās daļiņas kavēs kvēldiega vienmērīgu kustību.Notīriet PTFE 3D printera cauruli vismaz reizi mēnesī vai pēc kvēldiega slīpēšanas problēmām.Lai notīrītu PTFE 3D printera cauruli, tā ir jāizņem no printera.
Lai izņemtu kvēldiegu, izlasiet, kā izņemt kvēldiegu pirmajā kvēldiega vadotnē
Pārvietojiet printeri apkopes pozīcijā un nolaidiet drukas galviņu.
Nospiediet makro > apkope
Noņemiet zilo klipsi no drukas galviņas (ja tāds ir)
Ar pirkstiem nospiediet melno gredzenu uz leju un pēc tam velciet cauruli uz augšu prom no drukas galviņas.
Noņemiet priekšējo gaisa difuzora paneli, noklikšķinot uz ārējā pusē esošajiem klipiem.
Nospiediet melno gredzenu uz padevēja/ekstrudera motora un izvelciet cauruli.
Nogrieziet nelielu sūkli vai aptiniet tajā salveti.Ievietojiet to PTFE 3D printera caurules padeves galā un izspiediet to caur cauruli ar kvēldiega garumu.Ievietojiet mēģeni atpakaļ printerī un novērojiet testa PTFE mēģenes pareizo pusi pareizajā printera/drukas galviņas pozīcijā.(caurules drukas galviņas puse no ārpuses ir nedaudz noslīpēta
Notīriet drukas galviņu un sprauslu PTFE 3D printera kaklu.
3D printeri savas dzīves laikā izkausē un izspiež simtiem kilogramu materiāla.Viss materiāls izspiedīsies no sprauslas un izsmidzinās
Mutes diametrs ir ļoti mazs, piemēram, smilšu grauds.Pēc ilga laika neizbēgami radīsies dažas problēmas, kā rezultātā ekstrūzija nav gluda.cēlonis
Sprauslu bloķēšanai ir daudz iemeslu, parasti tādēļ, ka drukāšanas procesā materiālā uzkrājas atliekas vai materiāls izplešas kanālā.
Visi šie faktori ietekmē materiālu vienmērīgu ekstrūzijas procesu.
1. darbība: nospiediet padevi manuāli
Vispirms jāpaaugstina drukas galviņas temperatūra, jāatver 3D printera vadības panelis un jāuzsilda sprausla līdz temperatūrai, kas var izkausēt izejmateriālus, parasti līdz 230 grādiem.Pēc tam noklikšķiniet uz "padeves" un mēģiniet manuāli iespiest nelielu stieples daļu (piemēram, 10 mm stiepli) sprauslā.Kad ekstrūderis sāk darboties, viegli ar roku iespiediet vadu sprauslā.Daudzos gadījumos šis lejupvērsts spiediens var likt vadam vienmērīgi iekļūt bloķētajā daļā.
2. darbība: barošana
3. solis: bagarējiet cauruli vai sprauslu
Ja sprauslu joprojām nevar izspiest, iespējams, būs jāiztīra kakls vai sprausla.Daudzi lietotāji vispirms uzsildīs drukas galviņu un pēc tam izmantos ļoti plānu 1,5 mm sešstūra uzgriežņu atslēgu (vai ģitāras E-line), lai padziļinātu rīkli vai sprauslu.Ja bagarēšana nedarbojas, apsveriet iespēju nomainīt cauruli vai sprauslu.Ir daudzas citas metodes, dažādas sprauslas ir atšķirīgas, tāpēc varat arī konsultēties ar ražotāju, lai iegūtu dažas
Ieteikumi lietošanai.

3D drukāšanas video - kā noņemt PTFE cauruli
Meklēšana saistībā ar ptfe cauruli




Izsūtīšanas laiks: 30. decembris — 2020