
Про очищення трубки PTFE 3D-принтера
Серія великої місткості
Частинки в горлі PTFE 3D-принтера перешкоджатимуть плавному руху нитки.Очистіть трубку відПТФЕ-трубка для 3D-принтерапринаймні раз на місяць або після виникнення проблем із шліфуванням ниток.Щоб очистити трубку PTFE 3D-принтера, її потрібно вийняти з принтера.
Спочатку вийміть нитку розжарення та прочитайте, як діяти, у посібнику «видалення нитки».
Перемістіть принтер у положення для обслуговування та опустіть друкувальну голівку.
Натисніть макрос > обслуговування
Ви також можете використовувати PTFE для змащування між магнітом і кулькою.
Зніміть синю скобу з друкувальної голівки (якщо є)
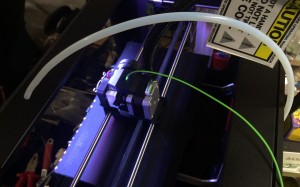
Натисніть на чорне кільце пальцями, а потім потягніть трубку вгору від друкувальної голівки.
Натисніть на чорне кільце на двигуні живильника/екструдера та витягніть трубку.
Відріжте невелику губку або загорніть в неї серветку.Вставте його в кінець подачі трубки PTFE 3D-принтера та проштовхніть через трубку на всю довжину нитки.Помістіть пробірку назад у принтер і спостерігайте за правильною стороною пробірки в правильному положенні принтера/друкувальної голівки.(сторона друкуючої головки трубки злегка скошена зовні)
Настільна серія
Частинки в трубці PTFE 3D-принтера перешкоджатимуть плавному руху нитки.Очищуйте трубку Бурдона принаймні раз на місяць або після того, як виникнуть проблеми зі шліфуванням нитки.Щоб очистити трубку PTFE 3D-принтера, її потрібно вийняти з принтера.
Спочатку вийміть нитку розжарення та прочитайте, як діяти, у посібнику «видалення нитки».
Перемістіть принтер у положення для обслуговування та опустіть друкувальну голівку.
Натисніть макрос > обслуговування
Зніміть синю скобу з друкувальної голівки (якщо є)
Натисніть на чорне кільце пальцями, а потім потягніть трубку вгору від друкувальної голівки
Натисніть на чорне кільце на двигуні живильника/екструдера та витягніть трубку.
Відріжте невелику губку або загорніть в неї серветку.Вставте його в кінець подачі трубки PTFE 3D-принтера та проштовхніть через трубку на всю довжину нитки.Помістіть пробірку назад у принтер і спостерігайте за правильною стороною пробірки в правильному положенні принтера/друкувальної голівки.(сторона друкуючої головки трубки злегка скошена зовні)
Лише Pro Series T850P
Частинки в трубці PTFE 3D-принтера перешкоджатимуть плавному руху нитки.Очищуйте трубку PTFE 3D-принтера принаймні раз на місяць або після того, як виникнуть проблеми зі шліфуванням нитки.Щоб очистити трубку PTFE 3D-принтера, її потрібно вийняти з принтера.
Щоб витягнути нитку розжарення, прочитайте, як витягти нитку розжарення, у першому посібнику з розжарення
Перемістіть принтер у положення для обслуговування та опустіть друкувальну голівку.
Натисніть макрос > обслуговування
Зніміть синю скобу з друкувальної голівки (якщо є)
Натисніть на чорне кільце пальцями, а потім потягніть трубку вгору від друкувальної голівки.
Зніміть передню панель повітряного дифузора, клацнувши затискачі зовні.
Натисніть на чорне кільце на двигуні живильника/екструдера та витягніть трубку.
Відріжте невелику губку або загорніть в неї серветку.Вставте його в кінець подачі трубки PTFE 3D-принтера та проштовхніть через трубку на всю довжину нитки.Вставте пробірку назад у принтер і спостерігайте за правильною стороною пробірки з PTFE у правильному положенні принтера/друкуючої голівки.(сторона друкуючої головки трубки злегка скошена зовні
Очистіть друкувальну голівку та сопло PTFE 3D-принтера.
3D-принтери розплавляють і видавлюють сотні кілограмів матеріалу протягом свого терміну служби.Весь матеріал буде вичавлюватися з насадки і розпорошуватися
Діаметр гирла дуже малий, як піщинка.Через тривалий час неминуче виникнуть деякі проблеми, в результаті чого екструзія не буде гладкою.причина
Існує багато причин для блокування сопла, як правило, через накопичення залишків у матеріалі під час процесу друку або розширення матеріалу в каналі
Всі ці фактори впливають на плавне видавлювання матеріалів.
Крок 1: натисніть подачу вручну
Перше, що потрібно зробити, це підвищити температуру друкуючої головки, відкрити панель управління 3D-принтера і нагріти сопло до температури, яка може розплавити витратні матеріали, зазвичай це 230 градусів.Далі натисніть «Подати» і спробуйте вручну втиснути невелику частину дроту (наприклад, дріт 10 мм) у насадку.Коли екструдер почне працювати, обережно стисніть дріт у насадку рукою.У багатьох випадках цей тиск вниз може змусити дріт плавно проникнути в заблоковану частину.
Крок 2: підживлення
Крок 3: витягніть трубу або насадку
Якщо насадка все ще не може вичавити, можливо, потрібно прочистити горло або насадку.Багато користувачів спочатку нагрівають друкувальну голівку, а потім використовують дуже тонкий шестигранний ключ на 1,5 мм (або гітарний E-line), щоб прошити горловину або сопло.Якщо днопоглиблення не працює, подумайте про заміну труби або насадки.Є багато інших методів, різні насадки різні, тому ви також можете проконсультуватися з виробником, щоб придбати деякі
Рекомендації щодо використання.

Відео про 3D-друк - Як зняти PTFE трубку
Пошуки, пов’язані з фторопластовими трубами




Час публікації: 30 грудня 2020 р