
PTFE 3D printer trubkasini tozalash haqida
Katta hajmli seriyalar
PTFE 3D printerining tomog'idagi zarralar filamentning silliq harakatiga to'sqinlik qiladi.Quvurni tozalang3D printer ptfe trubkasioyiga kamida bir marta yoki filament silliqlash muammolariga duch kelgandan keyin.PTFE 3D printer trubkasini tozalash uchun uni printerdan olib tashlash kerak.
Avval filamentni olib tashlang va "filamanni olib tashlash" qo'llanmasida qanday ishlashni o'qing
Printerni parvarishlash holatiga o'tkazing va chop etish boshini tushiring.
Makro > texnik xizmat ko'rsatish-ni bosing
Magnit va to'p o'rtasida moylash uchun PTFE dan ham foydalanishingiz mumkin.
Bosib chiqarish kallagidan ko'k qisqichni olib tashlang (agar mavjud bo'lsa)
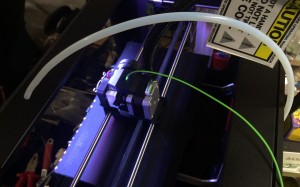
Qora halqani barmoqlaringiz bilan pastga bosing va trubkani bosib chiqarish kallagidan yuqoriga torting.
Oziqlantiruvchi / ekstruder dvigatelidagi qora halqani bosing va trubkani tortib oling.
Kichkina shimgichni kesib oling yoki unga ro'molchani o'rang.Uni PTFE 3D printer trubasining oziqlantiruvchi uchiga soling va uni filament uzunligi bilan trubka orqali itaring.Probirkani printerga qayta qo'ying va printer / chop etish kallagining to'g'ri joyida probirkaning to'g'ri tomonini kuzating.(naychaning bosma bosh tomoni tashqi tomondan biroz qiyshaygan)
Stol seriyasi
PTFE 3D printer trubkasidagi zarralar filamentning silliq harakatiga to'sqinlik qiladi.Bourdon trubkasini kamida oyiga bir marta yoki filament silliqlash muammolariga duch kelgandan keyin tozalang.PTFE 3D printer trubkasini tozalash uchun uni printerdan olib tashlash kerak.
Avval filamentni olib tashlang va "filamanni olib tashlash" yo'riqnomasida qanday ishlashni o'qing
Printerni parvarishlash holatiga o'tkazing va chop etish boshini tushiring.
Makro > texnik xizmat ko'rsatish-ni bosing
Bosib chiqarish kallagidan ko'k qisqichni olib tashlang (agar mavjud bo'lsa)
Qora halqani barmoqlaringiz bilan pastga bosing va trubkani bosib chiqarish kallagidan yuqoriga torting
Oziqlantiruvchi / ekstruder dvigatelidagi qora halqani bosing va trubkani tortib oling.
Kichkina shimgichni kesib oling yoki unga ro'molchani o'rang.Uni PTFE 3D printer trubasining oziqlantiruvchi uchiga soling va uni filament uzunligi bilan trubka orqali itaring.Probirkani printerga qayta qo'ying va printer / chop etish kallagining to'g'ri joyida probirkaning to'g'ri tomonini kuzating.(naychaning bosma bosh tomoni tashqi tomondan biroz qiyshaygan)
Faqat Pro Series T850P
PTFE 3D printer trubkasidagi zarralar filamentning silliq harakatiga to'sqinlik qiladi.PTFE 3D printer trubkasini kamida oyiga bir marta yoki filament silliqlash muammolariga duch kelgandan keyin tozalang.PTFE 3D printer trubkasini tozalash uchun uni printerdan olib tashlash kerak.
Filamentni tushirish uchun birinchi filament yo'riqnomasida filamentni qanday tushirishni o'qing
Printerni parvarishlash holatiga o'tkazing va chop etish boshini tushiring.
Makro > texnik xizmat ko'rsatish-ni bosing
Bosib chiqarish kallagidan ko'k qisqichni olib tashlang (agar mavjud bo'lsa)
Qora halqani barmoqlaringiz bilan pastga bosing va trubkani bosib chiqarish kallagidan yuqoriga torting.
Tashqi tomondan qisqichlarni bosish orqali old havo diffuzer panelini olib tashlang.
Oziqlantiruvchi / ekstruder dvigatelidagi qora halqani bosing va trubkani tortib oling.
Kichkina shimgichni kesib oling yoki unga ro'molchani o'rang.Uni PTFE 3D printer trubasining oziqlantiruvchi uchiga soling va uni filament uzunligi bilan trubka orqali itaring.Probirkani yana printerga soling va sinov PTFE trubasining to'g'ri tomonini printer / chop etish kallagining to'g'ri holatiga qarang.(naychaning bosma bosh tomoni tashqi tomondan biroz qiyshaygan
Chop etish boshini va PTFE 3D printer nozulini tozalang.
3D-printerlar ishlash muddati davomida yuzlab kilogramm materiallarni eritib, siqib chiqaradi.Barcha materiallar nozuldan siqib chiqadi va püskürtülür
Og'izning diametri juda kichik, qum donasiga o'xshaydi.Uzoq vaqt o'tgach, muqarrar ravishda ba'zi muammolar paydo bo'ladi, natijada ekstruziya silliq bo'lmaydi.sabab
Ko'krak qafasining tiqilib qolishi uchun ko'p sabablar mavjud, odatda bosib chiqarish jarayonida materialda qoldiq to'planishi yoki kanaldagi materialning kengayishi bilan bog'liq.
Bu omillarning barchasi materiallarning silliq ekstruziyasiga ta'sir qiladi.
1-qadam: tasmani qo'lda bosing
Birinchi narsa, chop etish boshining haroratini ko'tarish, 3D printerning boshqaruv panelini ochish va nozulni sarf materiallarini eritishi mumkin bo'lgan haroratga, odatda 230 darajaga qizdirishdir.Keyin, "oziqlantirish" tugmasini bosing va simning kichik qismini (masalan, 10 mm sim) ko'krakka qo'lda bosishga harakat qiling.Ekstruder ishlay boshlaganda, simni qo'l bilan ko'krakka muloyimlik bilan siqib qo'ying.Ko'pgina hollarda, bu pastga tushadigan bosim simning bloklangan qismga silliq kirib borishiga olib kelishi mumkin.
2-qadam: qayta oziqlantirish
3-qadam: trubani yoki nozulni chuqurlashtiring
Agar ko'krak hali ham siqib chiqmasa, tomoqni yoki ko'krakni tozalash kerak bo'lishi mumkin.Ko'pgina foydalanuvchilar avval chop etish boshini isitadi, so'ngra tomoq yoki nozulni chuqurlashtirish uchun juda nozik 1,5 mm olti burchakli kalit (yoki gitara E-liniyasi) dan foydalanadi.Agar chuqurlashtirish ishlamasa, quvur yoki nozulni o'zgartirish haqida o'ylab ko'ring.Boshqa ko'plab usullar mavjud, turli xil nozullar har xil, shuning uchun siz ham ishlab chiqaruvchiga murojaat qilishingiz mumkin
Foydalanish bo'yicha tavsiyalar.

3D bosib chiqarish videosi - PTFE trubkasini qanday olib tashlash mumkin
ptfe tube bilan bog'liq qidiruvlar




Yuborilgan vaqt: 30-dekabr 2020-yil