

Polytetrafluorethylen oder PTFE ist ein sehr verbreitetes Material, das in fast allen großen Industriezweigen weit verbreitet ist.Dieses äußerst gleitfähige und vielseitig einsetzbare Fluorpolymer kommt in allen Bereichen zum Einsatz, von der Luft- und Raumfahrtindustrie über die Automobilindustrie (als isolierende Abdeckung von Kabeln) bis hin zur Wartung von Musikinstrumenten (es findet sich im Ventilöl von Blech- und Holzblasinstrumenten zur Verwendung an deren beweglichen Teilen).Die wohl bekannteste Verwendung ist die Verwendung als Antihaftbeschichtung auf Töpfen und Pfannen.PTFE kann zu Formteilen geformt werden;werden als flexible Rohrverbindungen, Ventilkörper, elektrische Isolatoren, Lager und Zahnräder verwendet;und als Schlauch extrudiert.
Die extreme chemische Beständigkeit und chemische Inertheit sowie die leichten und dennoch starken Eigenschaften von PTFE machen es äußerst vorteilhaft bei der Herstellung und Verwendung medizinischer Geräte.Aufgrund seines außergewöhnlich niedrigen Reibungskoeffizienten (was eine mathematische Aussage dafür ist, dass die Oberfläche bemerkenswert rutschig ist)PTFE-Schlauchkann zum Transport aggressiver Chemikalien oder medizinischer Instrumente verwendet werden, deren Reinheit gewahrt bleiben muss und die während einer Operation sicher in den Körper gelangen müssen.PTFE-Schläuche sind so gleitfähig, elastisch und dünn, dass sie sich perfekt für einen Führungskatheter-Innendurchmesser (Innendurchmesser) eignen, bei dem Werkzeuge wie Stents, Ballons, Atherektomie- oder Angioplastiegeräte frei hindurchgleiten müssen, ohne dass die Gefahr von Hängenbleiben oder Hindernissen besteht.Da an diesem Material nichts haften bleibt, kann es auch die Fähigkeit von Bakterien und anderen Infektionserregern beeinträchtigen, sich an den Schläuchen festzusetzen und im Krankenhaus erworbene Infektionen zu verursachen.
All diese unglaublichen Eigenschaften von PTFE führen dazu, dass es fast immer mit etwas anderem verbunden ist.Wenn es als Beschichtung, als Dichtung oder als Schlauch mit Pebax-Mantel und Kunststoff-Verbindungshülsen verwendet wird, ist es sehr wahrscheinlich, dass es an einem anderen Material haften muss.Vielleicht haben Sie bemerkt, was wir bereits gesagt haben: An PTFE bleibt nichts haften.Die Eigenschaften, die dieses Material für Medizingerätehersteller so attraktiv machen, stellen bei der Produktentwicklung und -produktion häufig auch fertigungstechnische Herausforderungen dar.Die Haftung von Beschichtungen, Elastomeren und anderen Gerätekomponenten auf PTFE ist äußerst anspruchsvoll und erfordert strenge Prozesskontrollen.
Wie machen Hersteller dieses weit verbreitete, nicht verklebbare Material verklebbar?Und woher wissen sie, dass es richtig behandelt oder vorbereitet wurde und tatsächlich zum Kleben oder Beschichten bereit ist?
Die Bedeutung des chemischen Ätzens von PTFE
Um zu erklären, warum chemisches Ätzen erforderlich ist, muss man verstehen, was die mangelnde Bindungsfähigkeit von PTFE verursacht.PTFE besteht aus sehr stabilen chemischen Bindungen, die es schwierig machen, sich mit irgendetwas anderem zu verbinden, auch nur kurzzeitig.
Da PTFE chemisch inert ist, was bedeutet, dass die Oberfläche nicht mit chemischen Molekülen reagiert, mit denen es in Kontakt kommt, weder mit denen in der Luft noch mit denen auf der Oberfläche anderer Materialien, muss seine Oberfläche zur Befestigung an Kabeln chemisch modifiziert werden. Metalle oder Rohre, auf die es angewendet wird.
Jegliche Adhäsion ist ein chemischer Prozess, bei dem die obersten 1–5 Molekülschichten einer Oberfläche mit den Chemikalien interagieren, die in den obersten 1–5 Molekülschichten der Oberfläche vorhanden sind, auf die sie aufgetragen wird.Daher muss die Oberfläche von PTFE für eine erfolgreiche Bindung chemisch reaktiv und nicht chemisch inert gemacht werden.In der Materialwissenschaft wird eine Oberfläche, die hochreaktiv ist und sich gerne mit anderen Molekülen verbindet, als „Hochenergieoberfläche“ bezeichnet.Daher muss PTFE von einem Zustand mit „niedriger Energie“, dem Grundzustand, in eine bindungsfähige Qualität mit „hoher Energie“ überführt werden.
Dafür gibt es verschiedene Möglichkeiten, darunter die Vakuum-Plasma-Behandlung, und einige sagen, dass man eine klebefähige Oberfläche auf PTFE durch Schleifen, Abschleifen oder die Verwendung von Primern erzielen kann, die für PVC oder Polyolefine entwickelt wurden.Die gebräuchlichste und wissenschaftlich bewährteste Methode ist jedoch das sogenannte chemische Ätzen.
Durch das Ätzen werden einige der Kohlenstoff-Fluor-Bindungen von PTFE (aus denen alle Fluorpolymere bestehen) aufgebrochen, wodurch die chemischen Eigenschaften des geätzten Bereichs verändert werden und dieser von einer inerten Oberfläche zu einer Oberfläche wird, die aktiv ist und mit anderen Substanzen chemisch interagieren kann .Die resultierende Oberfläche ist weniger gleitfähig, kann aber jetzt mit anderen Materialien verklebt, geformt oder verbunden werden und kann auch bedruckt oder graviert werden.
Das Ätzen erfolgt durch Einlegen des PTFE in eine Natriumlösung, wie das häufig verwendete Tetra Etch.Die daraus resultierende chemische Reaktion mit der Oberfläche entfernt Fluormoleküle aus dem Kohlenstoff-Fluor-Rückgrat des Fluorpolymers und hinterlässt Kohlenstoffatome, denen es an Elektronen mangelt.Die frisch geätzte Oberfläche hat eine sehr hohe Energie, und wenn sie Luft ausgesetzt wird, können Sauerstoffmoleküle, Wasserdampf und Wasserstoff einfliegen und die Fluormoleküle ersetzen, wodurch die Elektronen wiederhergestellt werden.Durch diesen Wiederherstellungsprozess entsteht auf der Oberfläche ein reaktiver Film aus Molekülen, der die Haftung ermöglicht.
Das Tolle am chemischen Ätzen ist, dass es nur die obersten Molekularschichten verändern kann, während der Rest des PTFE mit all seinen einzigartigen Eigenschaften intakt bleibt.
So überprüfen Sie die Konsistenz eines chemischen Ätzprozesses.
Die Kerneigenschaften von PTFE bleiben gleich, da das chemische Ätzen nur die obersten Molekularschichten betrifft.Es kann jedoch sein, dass der Schlauch einen braunen oder braunen Farbton aufweist.Farbabweichungen scheinen nicht mit der Verklebbarkeit der Oberfläche zu korrelieren. Verwenden Sie diese Verfärbung daher nicht als echten Hinweis darauf, wie gut das PTFE geätzt wurde.
Der beste Weg, um herauszufinden, ob Ihre Ätzung die Art von Oberfläche erzeugt hat, die Sie suchen, ist die Verwendung einer Methode, die alle professionellen Ätzer verwenden: die Messung des Wasserkontaktwinkels.Bei dieser Technik wird ein Tropfen hochreinen Wassers auf das PTFE aufgetragen und das Verhalten dieses Tropfens gemessen.Der winzige Tropfen bildet entweder Perlen, weil er stärker von sich selbst angezogen wird als das PTFE, oder er „benetzt“ und flacht an der Oberfläche ab, weil er vom PTFE so angezogen wird.Generell gilt: Je erfolgreicher die chemische Ätzung ist, desto geringer ist der Kontaktwinkel (d. h. desto flacher ist der Tropfen).Dies wird oft als Testen der „Benetzbarkeit“ der Oberfläche bezeichnet, da im Grunde genommen ein größerer Teil der Oberfläche nass wird, wenn die Oberfläche ordnungsgemäß geätzt ist und sich der Wassertropfen ausbreitet.

Das Bildüberzeigt eine Draufsicht eines Wassertropfens (innerhalb des kleinen gelb-blauen Rings) auf einem PTFE-Schlauch, bevor er geätzt wurde. Wie Sie sehen können, bildet die Kante des Tropfens einen 95-Grad-Winkel mit der Oberfläche des Rohr.
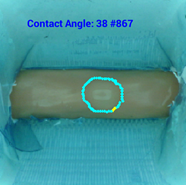
Das Bild oben zeigt einen ähnlichen Wassertropfen, der sich nach dem Ätzen auf einem PTFE-Schlauch ablagert.Dass sich der Tropfen weiter auf der Röhrchenoberfläche ausgebreitet hat, erkennen Sie daran, dass der gelbe und blaue Ring größer ist.Dies bedeutet, dass die Tropfenkante einen geringeren Kontaktwinkel mit der Rohroberfläche erzeugt.Und wenn wir den Winkel mit dem Surface Analyst-Gerät messen, mit dem diese beiden Bilder aufgenommen wurden, sehen wir, dass der Winkel tatsächlich 38 Grad beträgt.Wenn dies unsere vorgegebenen Anforderungen an die Anzahl erfüllt, die wir treffen müssen, um sicherzustellen, dass dieses Rohr verklebt werden kann, dann haben wir gerade bestätigt, dass die Oberfläche ausreichend geätzt wurde.
Um den Wasserkontaktwinkeltest möglichst effektiv nutzen zu können, ist es wichtig, mit einem Oberflächenwissenschaftler zusammenzuarbeiten, um herauszufinden, welcher Winkelbereich nach der Ätzung ideal ist.Auf diese Weise können Sie einen vorhersehbaren Verbindungsprozess aufbauen, der auf einer quantifizierbaren Spezifikation basiert.Denn wenn Sie wissen, dass Sie eine Oberfläche mit einem bestimmten Kontaktwinkel erzeugen müssen, wissen Sie, dass Ihre Verklebung dann erfolgreich sein wird.
Um einen effizienten Ätzprozess zu gewährleisten, ist es außerdem wichtig, vor dem Ätzen eine Messung des Wasserkontaktwinkels durchzuführen.Durch eine grundlegende Reinheitsbewertung können Sie genau wissen, welche Parameter der Ätzung erforderlich sind, um Ihre Anforderungen an den Kontaktwinkel zu erreichen.
Pflege Ihres Etch
Die ordnungsgemäße Lagerung von geätztem PTFE ist für einen erfolgreichen Adhäsionsprozess von entscheidender Bedeutung.Lagerung und Inventar sind ein kritischer Kontrollpunkt (CCP).Diese CCPs treten überall im gesamten Prozess auf, wo die Oberfläche eines Materials die Möglichkeit hat, sich zum Guten oder zum Schlechten, vielleicht auch unbeabsichtigt, zu verändern.Das Speicher-CCP ist für geätztes PTFE von entscheidender Bedeutung, da die neu chemisch gereinigte Oberfläche so reaktiv ist, dass alles, womit sie in Kontakt kommt, Ihre Arbeit verändern und beeinträchtigen kann.
Die beste Vorgehensweise bei der Lagerung von PTFE nach dem Ätzen ist die Verwendung der Originalverpackung, in der es geliefert wurde, sofern diese wiederverschließbar ist.Wenn das nicht möglich ist, sind UV-blockierende Beutel eine gute Alternative.Halten Sie das PTFE so weit wie möglich von Luft und Feuchtigkeit fern, und bevor Sie versuchen, es zu verbinden, stellen Sie sicher, dass Sie eine Kontaktwinkelmessung durchführen, um sicherzustellen, dass es seine Bindungsfähigkeit beibehält.
PTFE ist ein außergewöhnliches Material mit unzähligen Einsatzmöglichkeiten, aber um das Beste aus ihm herauszuholen, muss es in den meisten Fällen chemisch geätzt und dann verbunden werden.Um sicherzustellen, dass dies ausreichend geschieht, muss ein Test verwendet werden, der empfindlich auf chemische Veränderungen auf der Oberfläche reagiert.Arbeiten Sie mit einem Materialexperten zusammen, der Ihren Herstellungsprozess versteht, um Ihre Ätzung zu optimieren und Ihrem Arbeitsablauf Sicherheit zu geben.

Zeitpunkt der Veröffentlichung: 17. Juli 2023